What is MIM?
Representing one of the latest metal processing techniques, MIM (Metal Injection Molding) was created by fusing traditional plastic injection molding technology with powder metallurgy(PM). Injection molding using metal dies makes it easy to manufacture otherwise hard to machine parts, including micro, precision, intricately shaped, and 3D parts. MIM is also superbly suited for mass production, as demonstrated by our ability to manufacture at rates ranging from 5,000 to 1 million pieces per month. MIM works best for parts that weigh around 0.05g to 50g, but it can also mass-produce parts weighing up to approximately 400g.
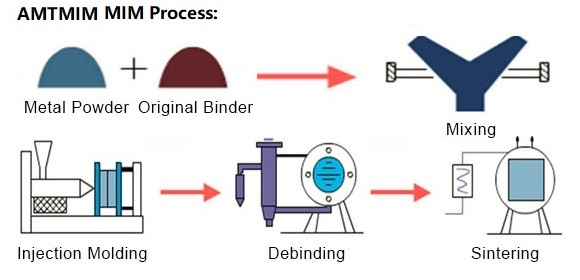
MIM Process
Metal injection molding (MIM) is a process by which metal is powdered, mixed, and placed into a mold to create solid parts and pieces of equipment. The mixture of powdered metal and binding material, known as the feedstock, is limited in quantity, making metal injection molding ideal for small, detailed parts. Applications of this process include machinery parts, dental tools, and firearm equipment, and they all generally involve small and complex metal parts.
Powder metallurgy is the technique that determines which types of metal can be made into a powder for the metal injection molding process to occur. Different strategies for creating a metal powder are available, such as physical deposition, grinding, atomization, chemical reactions, or centrifugation. The type of powder strategy is heavily dependent upon on the type of metal to be powdered and its specific qualities.
Once the metal powder has been produced it is mixed with a binder, which is a material made up of various waxes and plastics. The resulting mixture, called the feedstock, is then ready to inject into the mold. Due to the similarities between the feedstock and the molten plastic used in regular injection molding, the same injection molding equipment can be used for metal injection molding. The feedstock is injected into the molding equipment in a small amount called a shot, which is then allowed to cool inside the mold.
After the cooling has been completed the binding material is partially removed from the part, usually with a solvent or chemical reaction, but occasionally the part is heated to melt off the binder. The part now contains a significant fraction of empty space that comprises about 2% to 4% of the total volume in a stage of the process known as the brown stage. Metal is then made stronger and denser through a sintering process. During sintering, the metal is heated to a temperature just shy of its melting point, until the surface of the metal particles fuse together while still maintaining the structural integrity of the part. The end result is a metal part that contains a solid density of up to 99%.
Once smaller modifications have been made, the part is completed and ready to be used. Since metal injection molding involves the use of molds, it is a more flexible technology and ideal for complex, intricately designed parts. Other metal technologies often require high costs to achieve the same resulting products, so metal injection molding is becoming an increasingly popular technique for manufacturing these parts.